What is an MES system and what are the benefits of MES? We’ve written this guide for you who oversee a production facility or the IT systems that keep the production running efficiently.
What is MES?
MES (Manufacturing Execution System) is, as the name suggests, an IT system used to optimize and automate the running of production by digitizing your order management and master data. MES receives information on orders with associated master data from your ERP system and supplements with data where information is missing for full automation.
You can integrate the MES system with the rest of your business, allowing you to monitor and control all the basic functions of your production – from receiving of goods to dispatch.
MES collects and analyses real-time data from your production systems and quality processes during production. It gives information on everything from material consumption and production speed to production deviations.
The MES system ensures traceability across your production, enabling you to make decisions that streamline and optimize your processes. Traceability also means that you meet the quality requirements of the authorities for product documentation and product certificates.
How can you optimize production with an MES system?
Even modern manufacturing companies experience costly problems such as unforeseen bottlenecks or sudden shortages of materials. Challenges arising from a lack of oversight of production in the here and now.
In situations like these, a Manufacturing Execution System is valuable.
A MES system continuously collects data from your production, giving you access to real-time data that allows you to:
- Monitor your production so problems can be quickly identified and solved
- Adjust your production processes to reduce waste and delays
- Improve the quality of your products, increasing customer satisfaction
Real-time data also means your MES system identifies challenges before they become significant problems. For example, you will experience more uptime in production because you can identify and resolve machine errors more quickly.
Access to real-time data gives you an accurate view of stock levels, so you can react quickly if the order book shows rising demand.
In other words, real-time data can help you make informed decisions that optimize your production and positively impact your bottom line.
5 benefits of digitizing your production with MES
- Less waste due to optimized use of materials
- Visibility of bottlenecks reduces problems
- No manual data processing ensures fewer human errors
- Better traceability ensures you comply with customer and regulatory requirements
- Greater consistency increases the quality of products
How can MES help the IT and production manager?
For the IT manager, MES means building production around a scalable and robust IT system compliant with international standards. Good governance contributes to high IT security and a system that supports the business.
With traceability ensuring that all incidents during the production process are recorded, the production manager can take comfort in the fact that any deviations can be easily detected and explained, making the production process more streamlined.
The use of MES not only simplifies the process of adapting production to new requirements but also eliminates the need for manual adjustments such as adding on machines or entering values into systems, as everything is carried out digitally.
MES vs. MOM – What’s the difference?
MES (Manufacturing Execution System) and MOM (Manufacturing Operation Management) are terms that are widely used in the field of digitalization in manufacturing.
Many people use both terms for the same thing, while others think it is important to distinguish between the two. At integra2r, rather than making a distinction, we acknowledge that they may be perceived as dissimilar.
Most importantly, both concepts relate to level 3 of the ISA-95 framework and as a result, define the functions and integrations found there.
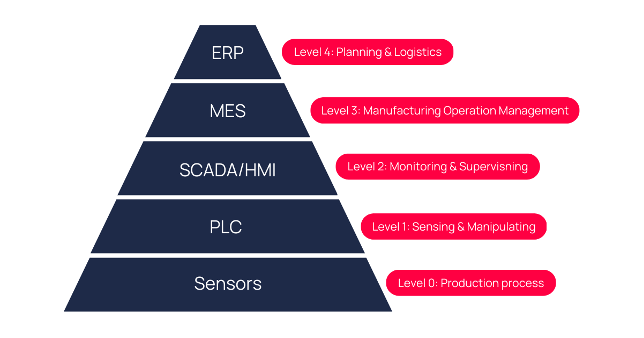
But what is the difference in practice?
Simply put, MOM covers all business processes related to production, including maintenance, inventory management, and energy optimization, while MES is focused on production and quality management, such as order fulfillment and reception/batch control.
How does the MES system relate to the ERP and PLC systems?
We can’t talk about MES without talking about ERP (Enterprise Resource Planning) and PLC (Programmable Logic Controller).
Envision MES as the missing piece of the puzzle to achieve a fully digitalized production setup. By implementing MES, you establish a connection between your ERP and PLC systems, enabling the digitalization and automation of your production processes.
The complexity of your MES solution depends on the existing functionality of your ERP and PLC systems.
At integra2r, we develop MES solutions based on standard Microsoft products on a proven platform such as TrakSYS or AVEVA.
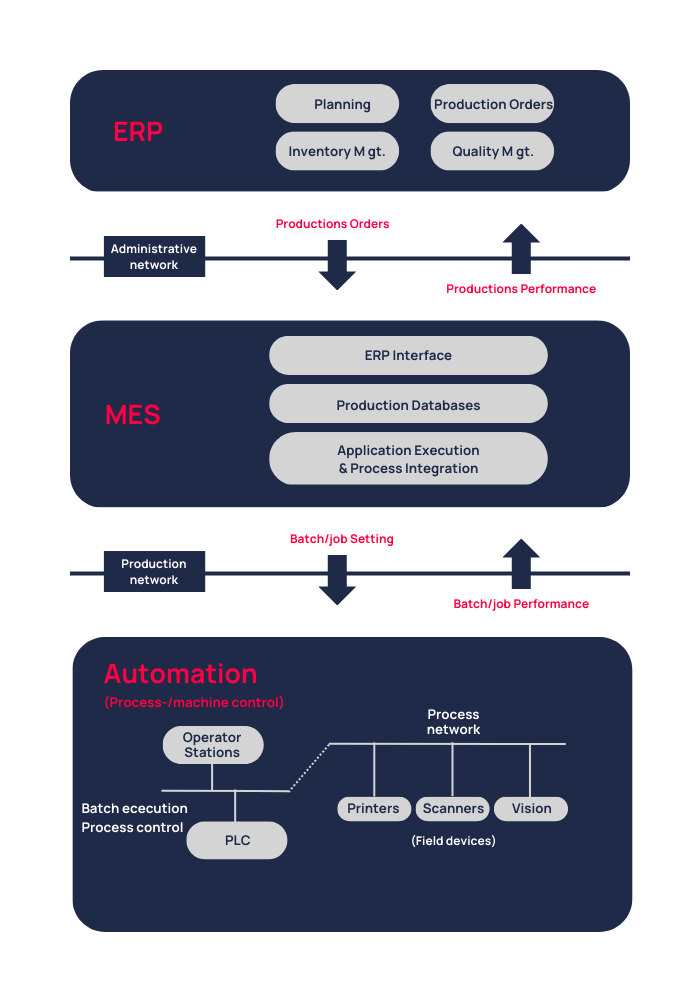
The system is built on three elements:
- An application layer for ERP integration
- Databases for MES master data and historical databases with logging
- Application layer for performing MES functions, as well as integration with process control, machine control, and various equipment for analysis, labeling, and control of processes and products
Imagine you have MES in the middle between your administrative and process systems. The illustration below shows how the systems communicate with each other from order entry to finished production.
What does it take to get started with production optimization with MES?
It is hard to estimate the cost of implementing MES, as it depends on the complexity of production and the need for digitalization.
Selecting and implementing the right MES solution is a process that starts from:
- Thorough mapping of existing systems and processes
- Input from key staff on digitalization needs
- Preparation of a conceptual design mapping functionalities
- Selecting the right platform
When choosing the right MES system, it is important to consider the following:
1. What are your needs and who will be responsible?
MES typically has many interfaces and stakeholders, so it is important to define both needs and responsibilities from the start. Who in your organization knows your digitalization needs? And who will be responsible for operations once MES is implemented? Both employees are key people who should be involved in the decision-making process.
2. What other systems should MES integrate with?
MES acts as the link between your systems, so you need to consider which existing systems your MES solution will interact with.
3. What does the future look like?
When deciding, factor in whether you will need more flexibility, resilience, or capacity in the future. Especially if you have long-term plans for expanding or reorganizing your production.
Good advice is to think big but start small. This means that you should look at flexible solutions. With software from AVEVA (formerly Wonderware) or TrakSYS, you’re sure to get a robust and scalable solution that can adapt as your needs change.
4. What support do you need?
A system like MES needs to be maintained continuously. It can be costly if a production system comes to a standstill. With a fixed support agreement, you can be sure that your MES system is always running efficiently.
Do you have any questions?
We hope you have learned more about how MES adds value to manufacturing companies. If you have any questions about how to digitalize your production with MES so it runs efficiently, we are prepared to provide you with answers.